
Нержавеющая сталь обладает высокой коррозионной стойкостью, что делает её предпочтительным материалом для производства различных деталей и конструкций, особенно в условиях повышенной влажности. Однако, несмотря на свои достоинства, нержавейка трудно поддается обработке из-за прочности, обеспечиваемой легирующими добавками. При этом, при деформации прочностные характеристики ещё больше усиливаются. Поэтому для нержавеющих листов рекомендуется использовать лазерные технологии.
Резка нержавеющей стали лазером: особенности
Основным препятствием является прочность материала. Температура плавления нержавеющей стали при воздействии лазера достигает 1500°C, тогда как многие другие металлы плавятся уже при 900°C. В процессе резки сильно нагреваются близлежащие участки, что может приводить к деформациям. Однако нержавейка, благодаря своим высоким прочностным характеристикам, хорошо переносит воздействие высоких температур, а сам процесс воздействия лазером представляет собой плавление, переходящее из твердого состояния в жидкое.
Важным аспектом является правильный выбор режима работы, чтобы лазерный луч воздействовал исключительно на зону обработки, не затрагивая соседние участки. Это позволяет получить ровные и чистые кромки без необходимости дополнительной обработки. Интенсивность и мощность лазера регулируются специальной программой, учитывающей толщину заготовки и физико-технические свойства материала.
Для лазерной резки используется сжатый газ, который выдувает расплавленный металл из зоны реза, предотвращая образование наплывов. Чаще всего применяется азот, который не вступает в реакцию со сталью и не образует окислы. Ключевым параметром является давление газа: недостаточное давление приведет к образованию наплывов, а избыточное — к ухудшению качества реза. Оптимальное давление составляет 20 атм.
Преимущества лазерной резки нержавеющей стали
Процесс полностью автоматизирован и контролируется компьютером, что позволяет изготавливать детали сложной формы. К основным преимуществам относятся:
- Высокая точность и чистота реза без дополнительной обработки благодаря минимальному диаметру воздействия (0,15-0,20 мм).
- Возможность компактного размещения нескольких деталей на одном листе.
- Высокая температура плавления увеличивает скорость обработки, что повышает производительность.
- Регулирование мощности лазера в зависимости от толщины материала позволяет экономить энергию.
- Минимизация отходов и практически бесшумная работа лазерных станков.
- Отсутствие деформационных процессов, что сохраняет качество.
- Лазер не изменяет физические характеристики нержавеющей стали, обеспечивая аккуратность и эффективность обработки.
Как проходит резка нержавейки лазером
Обработка лазером является бесконтактным методом обработки, что исключает механические нагрузки, способные вызвать деформацию. Плавление металла происходит благодаря уникальным свойствам лазерного луча:
- Высокая интенсивность, достигаемая за счет концентрации атомов в резонаторе.
- Узкая направленность луча, позволяющая точно следовать заданным контурам.
- Когерентность — постоянная длина и фаза световых волн.
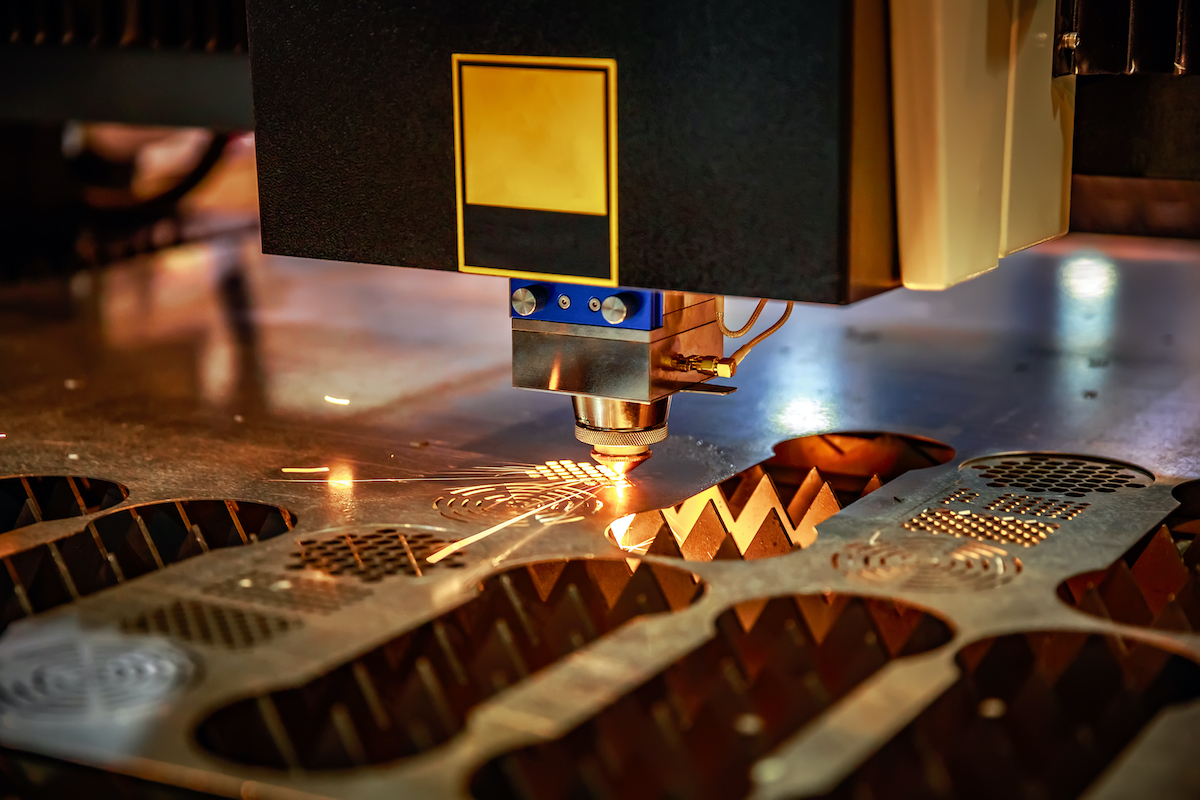
Процесс резки включает воздействие концентрированного светового пучка на металл, что приводит к его нагреву и плавлению. В зависимости от мощности лазера различают два типа операций: врезка и раскрой. Врезка используется для создания отверстий, а раскрой — для нарезки деталей, начиная с одной точки и следуя заданной траектории.
Контроль качества резки
Качество резки можно оценивать по нескольким критериям, включая размер реза, шероховатость и деформацию. Если размер реза превышает 0,5 мм, это свидетельствует о неправильной настройке оборудования. Глубокие линии на поверхности указывают на низкое качество, в то время как мелкие линии свидетельствуют о высоком качестве. Деформация чаще всего возникает из-за неправильной настройки мощности и скорости перемещения лазера.
Стоимость лазерной резки нержавеющей стали
Стоимость лазерной резки нержавейки зависит от нескольких факторов: толщины листа, сложности формы и размеров детали. Более толстые листы и сложные формы требуют больших затрат, так как цена рассчитывается на основе площади используемого материала и сложности операции.
Оборудование для лазерной резки нержавеющей стали
Станки для лазерной резки нержавеющей стали делятся на несколько категорий в зависимости от технологии и типа перемещения. Основные группы включают газовые, твердотельные, газодинамические и волоконные установки, каждая из которых имеет свои особенности и предназначение.
Заключение
Популярность лазерной резки нержавейки продолжает расти благодаря автоматизации процесса и высокой точности. Компания «ПК Металлум» предлагает услуги лазерной резки на современном оборудовании, выполняя заказы любой сложности в кратчайшие сроки. Для получения дополнительной информации или оформления заказа вы можете оставить заявку на сайте или позвонить менеджеру компании.
• • •
Компании «ПК Металлум» осуществляет следующие услуги: Лазерная резка; Гибка листового металла; Сварка металлоконструкций; Порошковая покраска; Проектирование металлоконструкций; Проектирование металлических изделий.

